在传统工业制作过程中,当出现产品结构相似,而产品尺寸又参差不齐时,为了满足焊接需求需大量的设计制作专用焊接工装,且新产品的打样周期长,质量不可控,每种产品年产量最多不超过100套。大量的专用焊接工装被制作出来闲置后不仅是对场地的浪费,更是对资源的浪费。在如今效率为先的竞争市场上,企业地运作应当致力于提高生产效率,提高资源利用率,减少各项不必要的成本浪费,从而提高企业在市场的竞争力。
某客户在使用柔性焊接工装之前,使用传统的专用焊接工装,对于每一种产品包括尺寸上的变化都会使用新的专用焊接工装,常年累月下来,在工装摆放处堆积了大量的低重复使用率或者淘汰的专用工装。专用工装的优势在于焊接生产的过程中,焊接所需时间较小,只占用全部加工时间1/3,但是2/3的时间要用于备料和装配夹具的制作,而每套工装设计、生产、调试完毕的保守估计需要20天,并且在制作完后基本只生产几十件产品后就丢弃了。
为了杜绝和减少此类情形的发生,使用柔性焊接工装的必要性就完全体现出来了。有着标准化程度高、制作精度高、装配时间短、可重复使用率高的焊接工装夹具不仅提高了生产效率,同时也节约了资源,降低了大量的成本。
一、柔性焊接工装对油箱产品的设计思路:
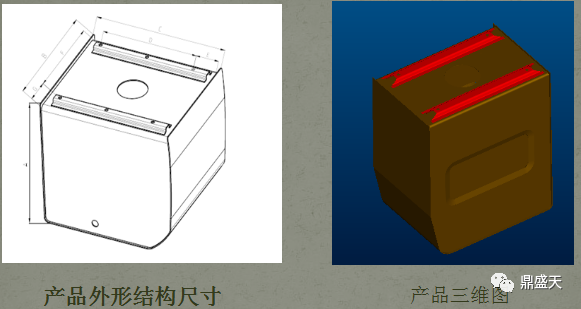
1、焊接油箱外形尺寸多样,高、宽、长、前、后各异,根据提供的油箱外形尺寸数据表。技术工程师经过数据统计与分析,得出了焊接工装方案的设计准则;
2、油箱焊接时需要保证油箱孔位安装尺寸,每个产品需要做专用非标件;
3、产品外形尺寸定位可以用标准焊接工装定位。
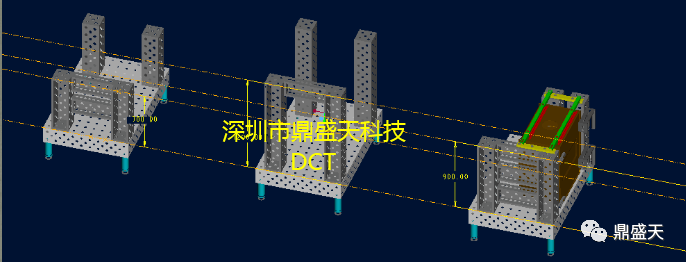
得出的数据为选取的产品高度方向尺寸范围为[760mm,1017mm],长度方向尺寸范围为[425mm,915mm],宽度方向尺寸范围为[237mm,985mm]。综合数据后得出结论为基准平台选用1500×10000可满足所有工件需求,根据高度尺寸不同高度定位分成三个位置高度:900mm、1000mm、1100mm。
二、标准件规格的选择:
平台YP官网·(中国)集团选用1500mm×1000mm标准,支撑腿为250mm,平台上孔直径大小为28mm,每两个相邻孔中心距公差是0.05mm,可满足焊接工装精度需求。
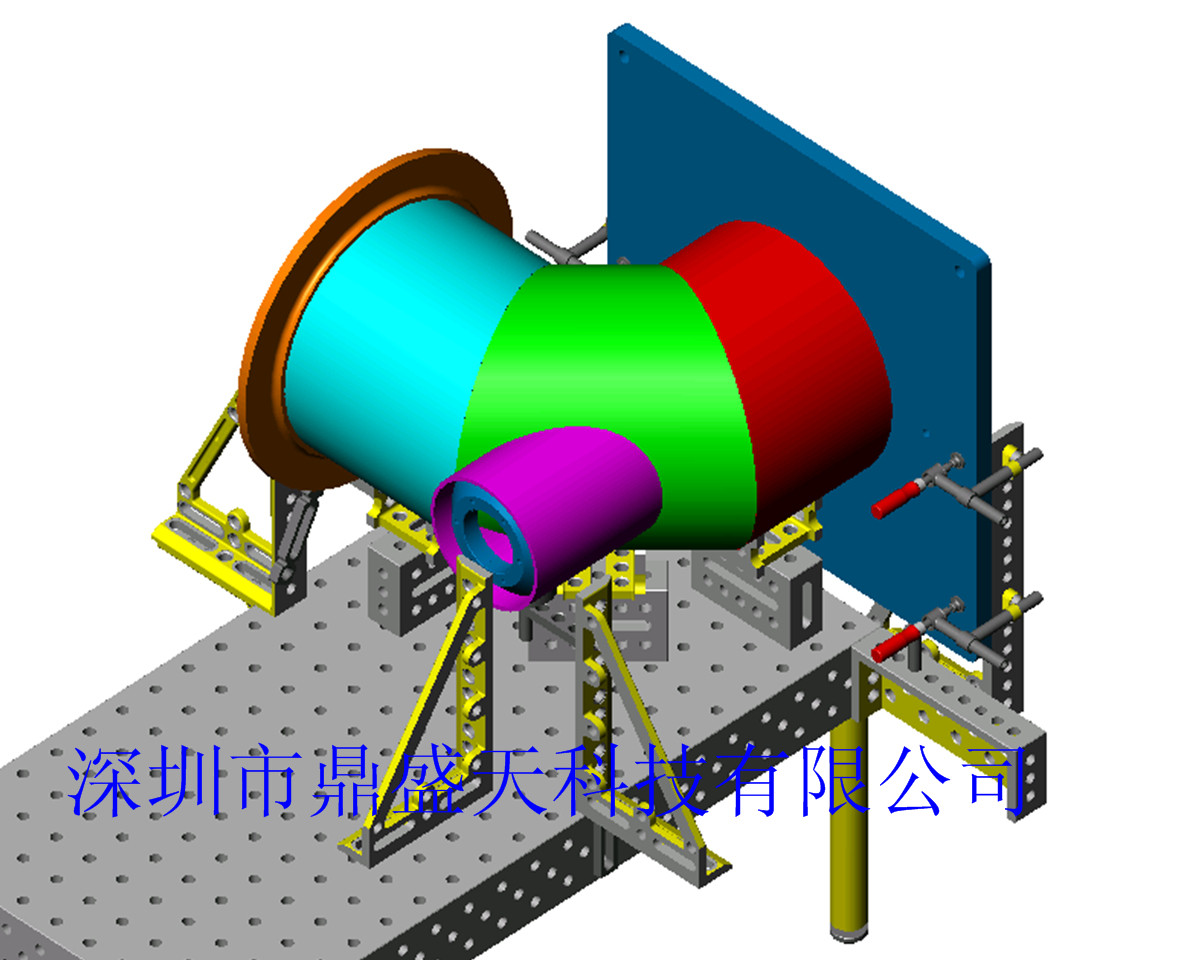
三、以客户提供产品为例,工装方案设计介绍
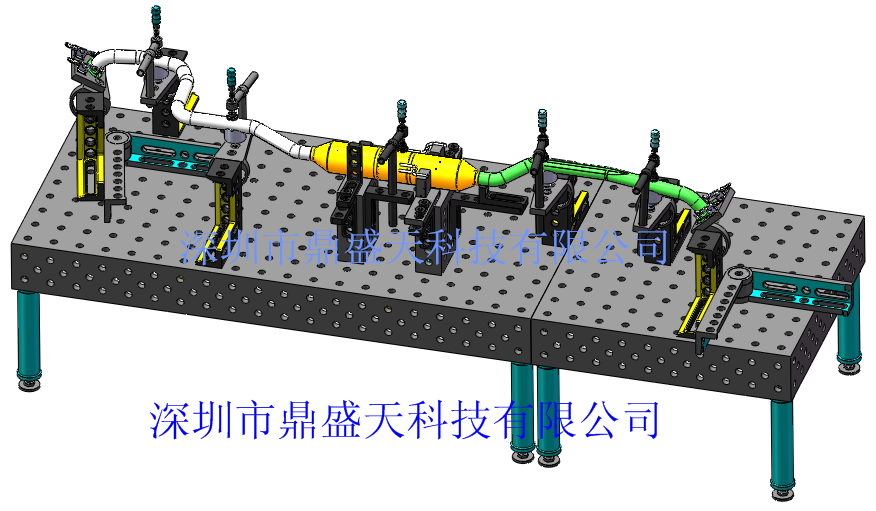
客户提供油箱产品高度为841mm,根据高度选择1000mm高U型方箱作为支撑,U型方箱间使用C型方箱横向连接U型方箱作为固定,保持整体性,防止U型方箱发生倾斜。
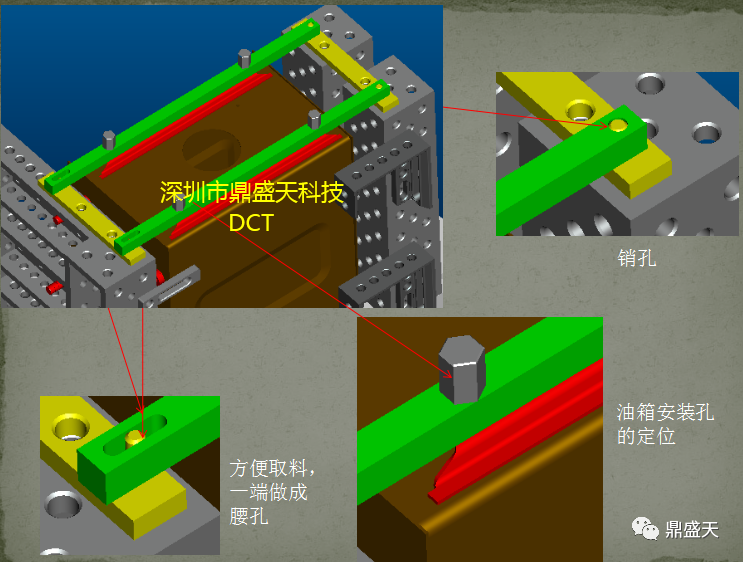
根据产品的顶部结构,采用非标定位配件,使用销孔与U型方箱上的定位配件进行固定,并且使用柱体进行油箱安装孔的定位。另一端做成腰孔方便调控测算不可避免的误差进行移动,同时利于拆卸以方便取料。
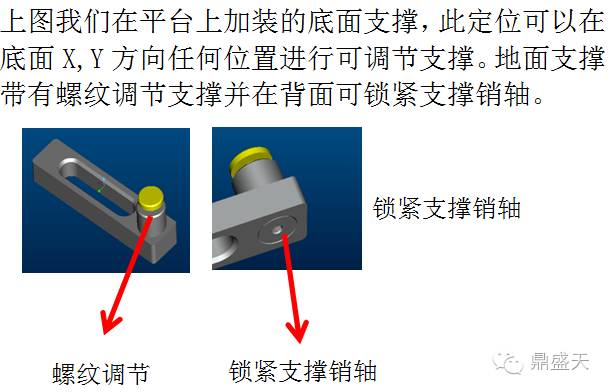
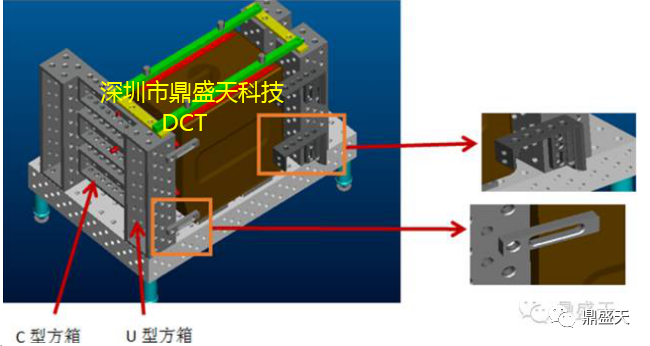
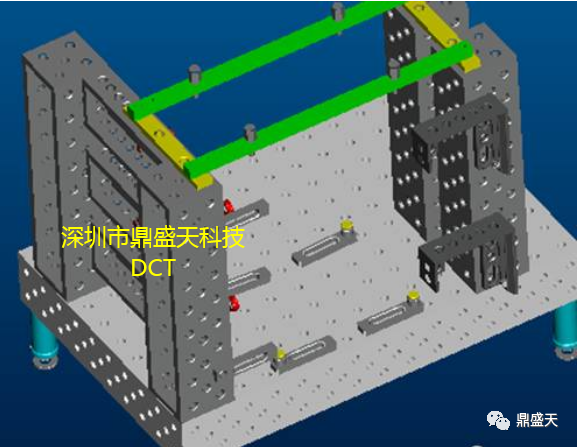
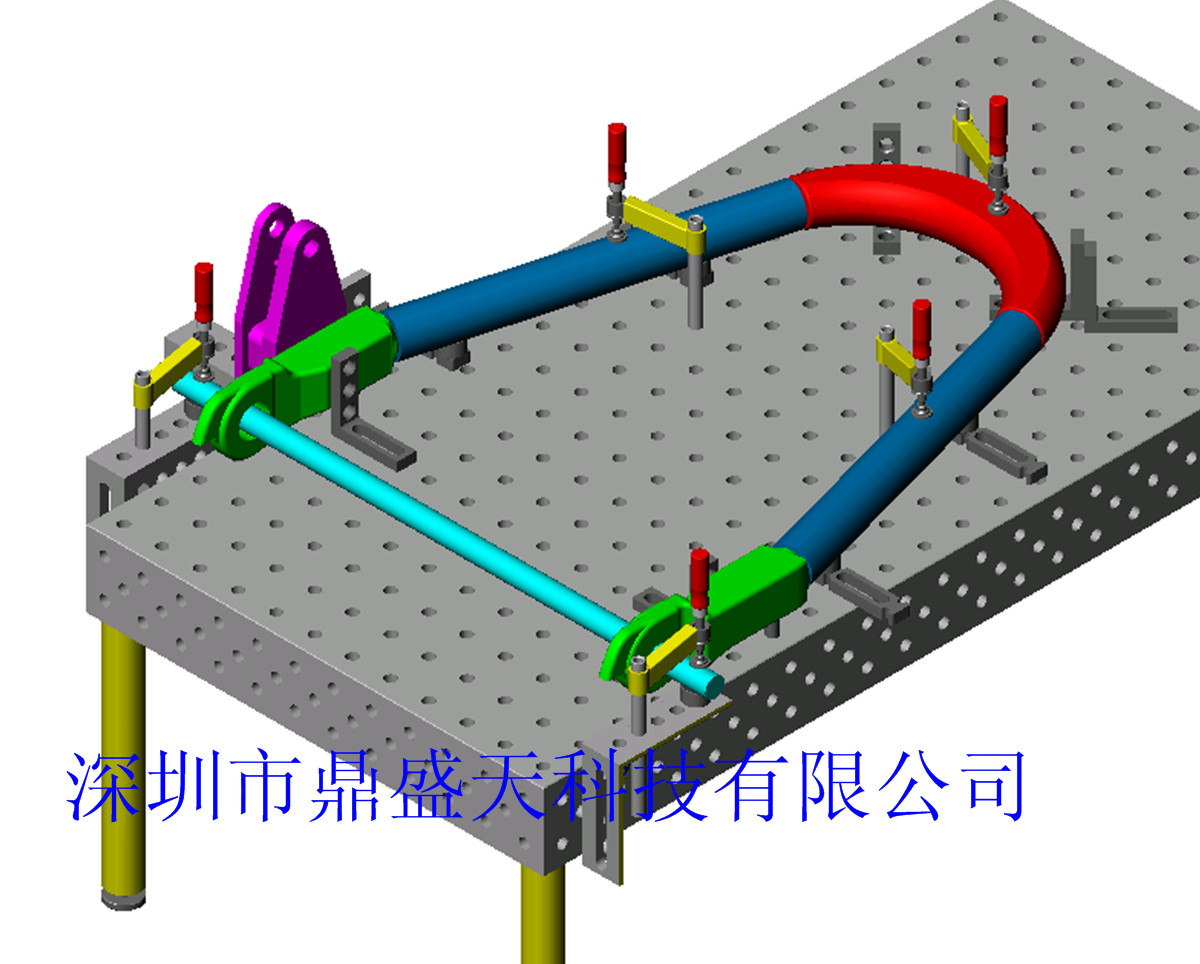
未安装图产品时工装效果图如图所示,通过调节C型方箱上的可支撑块进行油箱支撑调节,每个定位面都有若干个支撑点,以保证位置度。支撑块可根据定位尺寸的不同对支撑垫片进行添加或减少,最小可以精确到0.2mm。
四、当产品更新时柔性焊接工装的应用:
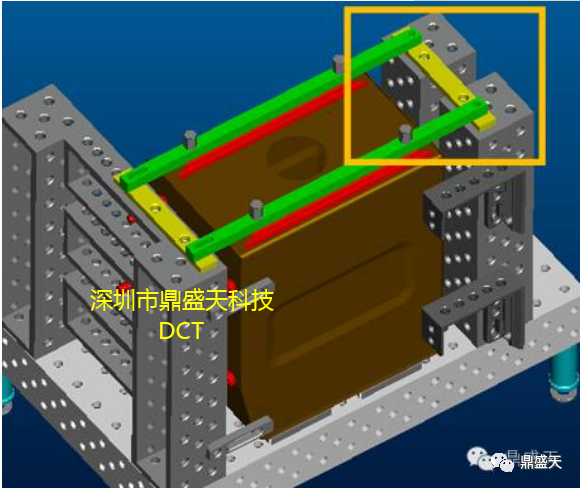
当更换不同的产品时,只需要重新设计安装孔或定位件,其他可以通用;当产品长度发生变化时,可将U型方箱模组整体往外移动,再通过可调支撑调整间隙;在U型方箱侧(上图黄方框处)预留150mm空隙方便上下料和焊接;当宽度方向发生较大变化时,移动U型方箱组(无C型方箱连接组)。
五、总结
通过方案设计与修改我司提供的三套标准化焊接满足了客户现有产品的需求,并且在更换新产品时,只需要重新设计油箱安装孔非标板,预计三至四天完成,与之前专用工装所需二十天相比大大缩短了设计制作专用工装的时间。同时,柔性焊接工装重复使用的特性大大节省了资源与成本,节省了场地,基本上不存在浪费的可能,可谓一次性投资,高效长期回报。通过使用柔性工装夹具,不仅仅提高了公司的生产效率,同时节约了资源,降低了成本。

深圳市YP官网科技DCT品牌焊接工装专注专业大型吊臂、塔吊、桁架等的焊...
选择一家适合的焊接工装夹具厂家(深圳YP官网科技)可以让您的焊接 工...
DCT品牌焊接工装15年的焊接工装夹具案例积累,15年的品牌沉淀,用心做好...
深圳市YP官网科技DCT品牌三维柔性焊接工装夹具是您完成各种异型管道焊...
深圳YP官网15年老品牌焊接工装夹具厂家话你知三维柔性焊接工装夹具的...
留下您的称呼以及联系方式YP官网·(中国)集团将会给您发送最新消息!


