铝及铝合金在现代工程技术所用的各种材料中占有举足轻重的地位,它在世界年产量仅次于钢铁而居第二位,在有色金属中则居第一位 [1] 。如果说铝合金最初是在航空工业中崭露头角的话,那么近几十年来,除航空工业外,在航天、汽车、船舶、桥梁、机械制造、电工、化学工业及低温装置中已大量应用铝及铝合金,以制造各种部件、油箱、耐蚀容器及导线等。目前铝合金焊接结构中应用最广的是防锈铝合金,即铝镁合金和铝锰合金。
铝合金焊接是指铝合金材料的焊接过程。铝合金强度高和质量轻。主要焊接工艺为手工MIG焊(熔化极惰性气体保护焊)和自动MIG焊,其母材、焊丝、保护气体、焊接设备 。
1、钨极氩弧焊
钨极氩弧焊法主要用于铝合金,是一种较好的焊接方法,不过钨极氩弧焊设备较复杂,不合适在露天条件下操作。
2、电阻点焊、缝焊
这种焊接方法可以用来焊接厚度在5mm以下的铝合金薄板。但是在焊接时用的设备比较复杂,焊接电流大、生产率较高,特别适用于大批量生产的零、部件。
3、脉冲氩弧焊
脉冲氩弧焊可以很好的改善在焊接过程中的稳定性可以调节参数来控制电弧功率和焊缝成形。焊件变形小、热影响区小,特别适用于薄板、全位置焊接等场合以及对热敏感性强的锻铝、硬铝、超硬铝等的焊接 。
4、搅拌摩擦焊
搅拌摩擦焊首先并主要在铝合金、镁合金等轻金属结构领域得到越来越广泛的应用,此方法的最大特点就是焊接温度低于材料熔点,可避免由熔焊所带来的裂纹、气孔等缺陷。
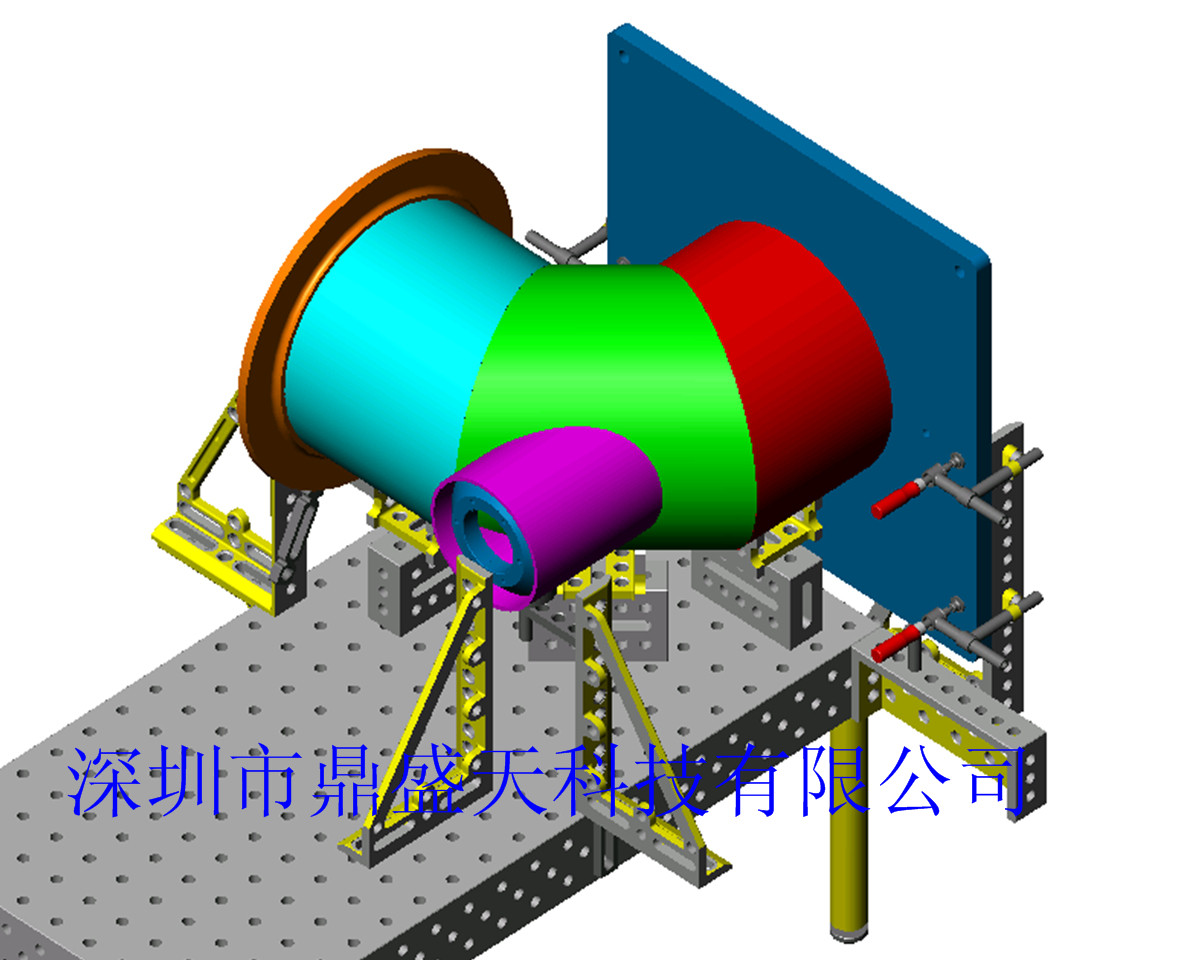
铝合金焊接最好选用点接触形式的柔性焊接工装,以减小工装与工件的接触面积。如果工装对工件是面接触,就会很快带走工件的热量,加速了熔池的凝固,不利于焊缝气孔的排除。工装液压系统的压力最好控制在9~9.5MPa。
压力过小达不到预设反变形的目的,但是压力过大,又会使铝合金结构的拘束度增大。由于铝合金的线胀系数大,高温塑性差,焊接时易产生较大的热应力,可能会使铝合金结构产生裂纹。

深圳市YP官网科技DCT品牌焊接工装专注专业大型吊臂、塔吊、桁架等的焊...
选择一家适合的焊接工装夹具厂家(深圳YP官网科技)可以让您的焊接 工...
DCT品牌焊接工装15年的焊接工装夹具案例积累,15年的品牌沉淀,用心做好...
深圳市YP官网科技DCT品牌三维柔性焊接工装夹具是您完成各种异型管道焊...
深圳YP官网15年老品牌焊接工装夹具厂家话你知三维柔性焊接工装夹具的...
留下您的称呼以及联系方式YP官网·(中国)集团将会给您发送最新消息!


